






多年來,激光一直在焊接領(lǐng)域得到廣泛應(yīng)用。隨著激光技術(shù)進(jìn)一步發(fā)展和多樣化,它在焊接中的應(yīng)用范圍也在持續(xù)擴(kuò)大。本文概述了高功率激光器在深熔焊接(deep penetration welding)中的應(yīng)用, 其中特別介紹了Coherent | Rofin公司在焊接用光纖激光源方面的優(yōu)勢及其應(yīng)用。
傳統(tǒng)焊接概述
目前使用的大部分傳統(tǒng)(非激光)焊接技術(shù)都源自電弧焊。在使用這類焊接時,首先要使兩塊金屬接觸或緊密靠近,通常,金屬的邊緣可能已經(jīng)過成型處理,以方便焊接。電焊條和接觸區(qū)域之間形成高壓,從而產(chǎn)生可熔化焊接材料(或者,在某些情況下熔化其他焊補(bǔ)材料或焊條本身)的電弧。熔化的焊接材料填充或覆蓋工件之間的所有縫隙,凝固后將各部分結(jié)合在一起。
大部分電弧焊方法的主要優(yōu)點是它們具有相對較低的成本,尤其是在固定設(shè)備費用方面。而且,電弧焊技術(shù)接受度高,應(yīng)用廣泛,并已建立完善的生產(chǎn)和測試標(biāo)準(zhǔn),因此不需要長時間學(xué)習(xí)即可應(yīng)用相關(guān)的工藝。
而電弧焊的主要缺點在于會讓部件承受高溫。這會在熔化的焊接材料中形成金相組織,導(dǎo)致焊縫強(qiáng)度降低,而且焊縫附近的熱影響區(qū)域相對較大。此外,電弧的直徑受局部電場的影響,因此無法獨立設(shè)定。
激光深熔焊接
大部分激光焊接技術(shù)可以歸入兩個基本類,即“深熔”焊接和“熱傳導(dǎo)”焊接。這兩種焊接模式既可以自熔(即,不使用焊補(bǔ)材料)方式進(jìn)行,也可以在需要時使用焊補(bǔ)材料。
深熔,或稱作深度穿透焊接。常見于以高激光功率焊接較厚的材料。在深熔焊接中,激光聚焦在一起從而在工件上形成極高的功率密度。事實上,激光束聚焦的部位會使金屬氣化,令金屬熔池中出現(xiàn)一個盲孔(即深熔孔)。金屬蒸氣壓力會擋住周圍熔化的金屬,使盲孔在焊接過程中始終處于開口狀態(tài)。激光功率主要在蒸氣與熔體邊界和深熔孔壁處被熔體吸收。聚焦的激光束和深熔孔沿焊接軌跡持續(xù)移動。焊接材料在深熔孔前方熔化,并在后面重新凝固形成焊縫。
微小的深熔孔區(qū)域形成精確的窄熔化區(qū),與電弧焊方法相比,它具有較高的縱橫比(深度與寬度之比)。而且,高度集中的熱量意味著工件的基體可以起到有效的散熱作用,因此,焊接區(qū)域能夠迅速地升溫和冷卻。這可在最大程度上減小受高溫影響的區(qū)域面積,并降低晶粒生長。因此,激光產(chǎn)生的焊縫通常比電弧焊強(qiáng)度更高,這是它的主要優(yōu)點之一。
激光焊接還能提供比電弧焊更好的靈活性,因為它可以用于大量材料,包括碳鋼、高強(qiáng)鋼、不銹鋼、鈦、鋁,以及貴金屬。由于材料熔化溫度差異和熱傳導(dǎo)不會對焊接過程造成明顯影響,因此激光焊接還可以用于焊接異種材料。
此外,如果考慮所有的加工步驟,激光焊接相較傳統(tǒng)方法有著明顯的成本優(yōu)勢,特別是精確的熱量應(yīng)用可以最大程度降低焊接點和整個部件的變形。因此在許多情況下,不必進(jìn)行后期加工。不僅如此,激光焊接還能在較長距離上投射激光束,而且基本上沒有功率損失,這使之易于融入其他生產(chǎn)流程,而且能夠很好地與工業(yè)機(jī)器人進(jìn)行集成。最后,它還能以更小的法蘭尺寸實現(xiàn)新的產(chǎn)品配置,這對輕型汽車而言至關(guān)重要。
焊接用光纖激光器
目前,二氧化碳和光纖激光器可以輕松滿足深熔焊接對激光束參數(shù)和功率的要求。由于絕大多數(shù)金屬的吸收性隨著波長的縮短而提高,因此,與波長為10.6微米的二氧化碳激光器相比,波長約為1微米的光纖激光器可以提供更高的加工效率。
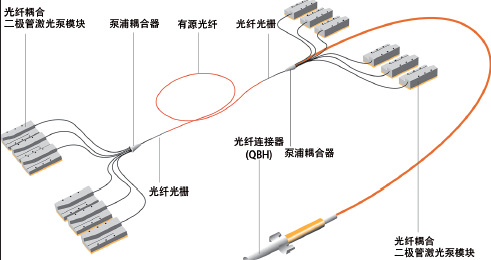
圖 1:Coherent | Rofin 光纖激光振蕩器原理圖,包括12 個半導(dǎo)體激光 器泵浦模塊和6x1 光纖耦合模塊,后者將泵浦光注入增益光纖,使得激 光束可以高效地輸出。
尤其是,光纖激光器能極好地滿足深熔焊接的要求。它們提供的輸出功率一般在500瓦到10千瓦之間,而且可以輕易地將焊點直徑聚焦在40微米到800微米之間的必要范圍內(nèi),即使在相對較大的加工距離上也能實現(xiàn)。從實踐的角度來看,使用激光束傳輸光纖可擴(kuò)大集成選擇,促進(jìn)激光器在生產(chǎn)環(huán)境中的應(yīng)用。最后,光纖激光器具有高可靠性、卓越的正常運行時間和較低的購置成本等特點,這使之成為一種經(jīng)濟(jì)可行且有吸引力的生產(chǎn)焊接應(yīng)用選擇。
目前有多家制造商正生產(chǎn)用于焊接和其他材料加工應(yīng)用的高功率光纖激光器。其中,Coherent | Rofin公司的光纖激光器專為統(tǒng)和提供性能、可靠性、輕松集成和成本特性而設(shè)計,是焊接和其他材料加工應(yīng)用的最佳選擇。
而他們是如何做到的?從圖紙上不難發(fā)現(xiàn),Coherent | Rofin采用的是光纖激光振蕩器的主要元件。激光諧振腔采用大模場面積(LMA)摻鐿雙包層光纖制成,腔鏡采用光纖布拉格光柵。它通過一系列半導(dǎo)體激光器泵浦模塊從各自的末端泵送,輸出的激光光纖耦合入增益光纖。
根據(jù)此設(shè)計,一套泵浦和增益光纖可以產(chǎn)生高達(dá)3千瓦的輸出功率。然后,其中最多四臺單模光纖激光單元輸出的激光合束到一條多模光纖中,從而產(chǎn)生最高10千瓦的功率。另一方面,Coherent | Rofin“標(biāo)準(zhǔn)”機(jī)柜支持通過使用集成的光纖分光器,將一臺光纖激光器輸出的激光分配到四條獨立的光纖中。
因此,這種模塊化的構(gòu)建方法讓Coherent | Rofin能夠在輸出功率、傳輸光纖直徑和光束參數(shù)方面提供多種選擇。這帶來的優(yōu)點是能夠迅速調(diào)整激光束的特性,從而精確匹配具體工藝的確切要求。
在加工純銅和黃銅等反射性較強(qiáng)的金屬時,一些用戶遇到了因背向反射而導(dǎo)致光纖激光器損壞或工藝一致性差的情況。Coherent | Rofin激光器在系統(tǒng)內(nèi)的不同位置使用經(jīng)過優(yōu)化的功率生成及傳輸技術(shù)和傳感器,來保護(hù)激光器元件避免出現(xiàn)此類損壞。這些保護(hù)措施解決了背向反射的問題,并允許可靠地焊接黃銅、鋁和純銅,而不必?fù)?dān)心損壞激光器。
當(dāng)然,光纖激光器只是整個焊接系統(tǒng)的一個組成部分,這個系統(tǒng)還包括激光束聚焦焊接頭和電子控制裝置。除了光纖激光器之外,Coherent | Rofin還提供安裝在客戶機(jī)器中的激光束傳輸組件。這些組件可能是固定的光學(xué)器件或完整的集成掃描解決方案(包括控制所有相關(guān)激光參數(shù)的組件),用于對焊接過程進(jìn)行全面優(yōu)化。此外,這些集成解決方案通常采用快速且靈活的激光束掃描技術(shù),能讓激光束從一個焊接輪廓迅速移動到下一個焊接輪廓。這極大地提高了激光加工系統(tǒng)的工作效率。
從毛巾架散熱器制造看懂激光焊接
加熱毛巾的蒸汽散熱器被廣泛用于世界各地的健身房和溫泉浴場。目前,俄羅斯一家制造商采用荷蘭專用機(jī)器制造商Rodomach研發(fā)的自動焊接系統(tǒng)生產(chǎn)毛巾架散熱器,該系統(tǒng)正是基于Coherent | Rofin光纖激光器。
之前,該散熱器制造商在生產(chǎn)中使用的是傳統(tǒng)的手動TIG(鎢極隋性氣體)電弧焊法。它的目標(biāo)為將所有生產(chǎn)系統(tǒng)都轉(zhuǎn)變?yōu)樽詣踊到y(tǒng)。這意味著,生產(chǎn)流程必須能夠適應(yīng)各種不同的產(chǎn)品配置,包括使用圓管的型號,以及使用其他形狀的管道的型號。對于所有產(chǎn)品來說,所需的焊接深度是管道厚度的100%,而且最后組裝必須承受25巴的氣壓。在這種應(yīng)用中,產(chǎn)品外觀同樣至關(guān)重要。該制造商希望得到均勻、平滑的焊縫,這樣才能吸引顧客,而且不需要再進(jìn)行后期加工。平滑的焊縫是必不可少的,因為他們的最后一個生產(chǎn)步驟是電解拋光,讓不銹鋼散熱器呈現(xiàn)鏡面般的光潔度。

圖 2:兩種型號的毛巾架散熱器,由俄羅斯制造商使用 Rodomach 的自動焊接系統(tǒng)生產(chǎn),該系統(tǒng)基于 Coherent | Rofin 光纖激光器。
為了開發(fā)適用于此工藝的激光解決方案,Coherent | Rofin 在其漢堡應(yīng)用實驗室針對Rodomach進(jìn)行了多次試驗。試驗結(jié)果證明,該散熱器制造商使用的奧氏體AISI 304鉻鎳合金鋼便于進(jìn)行激光焊接。然而,在整個操作過程中,標(biāo)準(zhǔn)工裝無法確保部件之間的最佳契合,因此無法保證獲得均勻一致的優(yōu)質(zhì)焊縫。
考慮及此,Coherent | Rofin和Rodomach決定設(shè)計一種夾持部件,從而在焊接過程中既能確保焊接的一致性,又能同時防止部件變形。這一解決方案為使用集成了冷卻功能的伺服控制夾持機(jī)構(gòu),取代用于焊接的傳統(tǒng)靜態(tài)夾具。值得一提的是,所有焊接點上還可以平衡地夾住部件,同時冷卻功能可以防止焊縫變形。

圖 3:完整的毛巾架散熱器自動焊接系統(tǒng)。
經(jīng)過測試,Coherent | Rofin工作人員還推薦配備300微米傳輸光纖的2千瓦光纖激光器 (Coherent | Rofin FL 020),以及焦距為300毫米的聚焦光學(xué)器件,作為面向此應(yīng)用的最佳配置。這種光學(xué)配置可提供長視野深度,能讓客戶實現(xiàn)較高的工藝容差。其結(jié)果是減少廢料,并提高工作效率。
Rodomach對系統(tǒng)進(jìn)行了配置,這樣一來,通過使用分光器,一臺Coherent | Rofin 光纖激光器可以為兩個機(jī)器人焊接站(交替加工散熱器的兩面)提供激光。“我們通過一個終端合并控制系統(tǒng)、兩個機(jī)器人和激光器。”Rodomach公司經(jīng)理Roel Doornebosch說,“由于嚴(yán)格的質(zhì)量要求,一開始客戶擔(dān)心系統(tǒng)的操作會非常復(fù)雜,而這恰恰可以簡化他們的操作。我們提供的最終系統(tǒng)以2米/分鐘的速度進(jìn)行焊接,形成的焊接點可以承受250巴的蒸汽壓力,是原始規(guī)格的10倍。另外,焊接質(zhì)量和蓋面持續(xù)保持在高水準(zhǔn)。鑒于他們在使用第一個系統(tǒng)后又訂購了另外兩個系統(tǒng),我認(rèn)為是成功滿足甚至超過了他們的預(yù)期。”
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀















 關(guān)注我們
關(guān)注我們