





全球鋼鐵市場(chǎng)持續(xù)承受壓力。除了積極實(shí)施降低成本的舉措,如節(jié)約能源、精簡(jiǎn)人員和減少零部件外,也需要增加設(shè)備的可利用性。為了保持競(jìng)爭(zhēng)力,需要提供廣泛的產(chǎn)品組合,并側(cè)重于現(xiàn)代化鋼種。


舊式的閃光對(duì)焊接設(shè)備或傳統(tǒng)的激光焊接機(jī)不能以可靠的方式焊接現(xiàn)代鋼種,因?yàn)槠涓吆辖鸷繒?huì)影響材料的可焊性。 而且,現(xiàn)有生產(chǎn)線中的焊接設(shè)備需要被更替,因?yàn)榱悴考约捌鋬?nèi)部專(zhuān)業(yè)技術(shù)的可用性在減少。
在過(guò)去幾十年中,許多人員參與了設(shè)備的運(yùn)行和維護(hù);但是現(xiàn)在,控制成本的措施正在減少相關(guān)人員的數(shù)量。 因此,人們需要具有高可利用性并且易于維護(hù)的機(jī)器,能夠?qū)崿F(xiàn)自動(dòng)化操作且自適應(yīng)完成理想中的生產(chǎn)結(jié)果。為冶金行業(yè)的鋼鐵、鋁、銅和金屬加工提供專(zhuān)業(yè)設(shè)備的供應(yīng)商德國(guó)西馬克集團(tuán)(SMS Group)應(yīng)對(duì)這一工藝變化并順應(yīng)全球數(shù)字化趨勢(shì),開(kāi)發(fā)出一款全新的焊接設(shè)備。
該焊接設(shè)備采用多種數(shù)字化解決方案,易于操作。其特點(diǎn)是可以減少操作維護(hù)人員,將定期檢修的記錄長(zhǎng)期存檔,機(jī)器內(nèi)的文檔有電子版形式并且相互互聯(lián)。
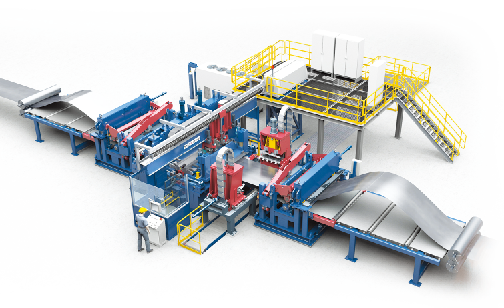
圖1. 采用8kW 二氧化碳激光光源的X-Pro 激光焊接機(jī)是新訂單的基礎(chǔ),新訂單是將10kW光纖激光器集成到瑞典鋼鐵公司SSAB 新的設(shè)備入口段,這將提供高效率和高可用性,以及安全,快速和完全自動(dòng)化的工藝過(guò)程,即便應(yīng)對(duì)難以焊接的材料也是如此。
最近,由于瑞典鋼鐵集團(tuán)(SSAB)決定對(duì)其酸洗線進(jìn)行改造使其涵蓋一臺(tái)光纖激光焊接機(jī)(圖1),SMS group 又接到了其最新一代X-Pro激光焊接機(jī)的訂單。該公司確信其酸洗線能夠在短周期內(nèi)焊接高強(qiáng)度材料。此外,設(shè)備的自動(dòng)化控制功能、可靠的工藝流程和易于維護(hù)的理念等都是加分項(xiàng)。
工藝要求
焊接設(shè)備不僅是每條帶鋼生產(chǎn)線的重要技術(shù)設(shè)備,同時(shí)也是利用和最大化生產(chǎn)的關(guān)鍵環(huán)節(jié)。如果卷材沒(méi)有被正確連接,整個(gè)流程會(huì)被終止:每一次斷帶或機(jī)器故障都有可能影響到上游和下游的作業(yè),造成重大的經(jīng)濟(jì)損失。
在生產(chǎn)線的最末端,焊縫僅被使用幾分鐘,通常會(huì)被切去。但對(duì)于焊縫的要求和可靠的焊接工藝需求是非常高的。 這整個(gè)過(guò)程是完全自動(dòng)化的,成功連接兩個(gè)鋼帶末端的順序總是相同的。改變的是要被焊接的材料相關(guān)的鋼材質(zhì)量、鋼帶厚度、鋼帶寬度以及從一個(gè)鋼卷到下一個(gè)鋼卷的厚度。
焊接流程每3到5分鐘進(jìn)行一次。 在酸洗生產(chǎn)線/冷連軋機(jī)中,焊縫多次彎曲,以高張力(高達(dá)65噸),快速(高達(dá)1,200米 / 分鐘)通過(guò)生產(chǎn)線運(yùn)行1,000米以上,最終被卷曲,并在五個(gè)軋機(jī)機(jī)架(高達(dá)1,800噸)中以高推動(dòng)力顯著減少厚度。
目前鋼鐵廠的規(guī)劃是生產(chǎn)具有高含量合金元素的現(xiàn)代化高強(qiáng)度鋼種。這類(lèi)鋼種傾向于在焊縫區(qū)域產(chǎn)生極大的硬度增量。在激光束焊接過(guò)程中進(jìn)行感應(yīng)預(yù)熱和焊后熱處理,甚至是額外的焊絲緩沖,對(duì)于這些高科技鋼材來(lái)說(shuō)是極有必要的,它們能夠改善焊縫的延展性,以便在生產(chǎn)過(guò)程中,能夠在沒(méi)有任何焊縫斷裂的情況下順利生產(chǎn)。
該焊接設(shè)備的另一個(gè)核心要求是生產(chǎn)周期短。由于生產(chǎn)線連續(xù)生產(chǎn),所需的焊接停留時(shí)間必須盡可能短。
焊接工藝
該焊接工藝始于采用兩個(gè)夾送輥單元分別對(duì)進(jìn)出口端的卷材進(jìn)行頭尾穿線,這兩個(gè)夾送輥單元使卷材的兩端被激光束送入焊接機(jī)中。位于入口和出口側(cè)的帶鋼對(duì)中裝置居中對(duì)齊兩個(gè)帶材端部。在帶鋼對(duì)中的過(guò)程中,焊接機(jī)的可編程邏輯控制器根據(jù)2級(jí)數(shù)據(jù)的鑄件分析和帶鋼厚度計(jì)算所需的焊接參數(shù)。在兩個(gè)帶材端部的夾緊過(guò)程中驗(yàn)證帶材的厚度。
使用雙橫切剪切機(jī)同時(shí)切割兩個(gè)帶材端部,以制備用于焊接的帶材端部。切割后的廢料通過(guò)焊接機(jī)的剪切通道被送入廢料排放系統(tǒng),廢料排放系統(tǒng)與輸送帶上的切割廢料結(jié)合。測(cè)試焊縫或缺口樣品可以傳送到操作員這邊進(jìn)行檢查。 結(jié)合切割工藝,可以打出一個(gè)用于焊縫檢測(cè)的孔(圖2)。
圖2. 從軋制后的缺口樣品呈現(xiàn)的激光焊縫(拉伸強(qiáng)度為1200MPa的馬氏體鋼)的金相橫截面; 在6 個(gè)軋機(jī)架的焊縫運(yùn)輸過(guò)程中,焊縫被全力軋制,無(wú)磨隙。
準(zhǔn)備好的帶材端部在寬度和厚度上相互校準(zhǔn),以獲得所需的焊接接頭幾何形狀。在將帶材端部焊接在一起之前,通過(guò)照相機(jī)測(cè)量焊接接頭的位置和幾何形狀??刂莆恢玫暮割^保證接縫精確定位在接頭上。如果由于機(jī)器部件的磨損或錯(cuò)誤定位而導(dǎo)致位置或幾何形狀出現(xiàn)任何偏差,則焊接移動(dòng)單元將適應(yīng)新的條件并自動(dòng)控制焊頭至正確位置。通過(guò)這樣的方式,焊縫總是精準(zhǔn)地定位在接頭上,這種做法可以保護(hù)焊縫,防止其斷裂。此外,還可以將修繕推遲至下一次定期維護(hù)停機(jī)時(shí),因?yàn)楹附右苿?dòng)單元可以補(bǔ)償一定的錯(cuò)位。
在應(yīng)對(duì)難焊材料時(shí),可對(duì)焊縫進(jìn)行感應(yīng)熱處理(預(yù)處理和后處理)以確保整個(gè)焊縫獲得均勻的硬度分布。
在完成焊接過(guò)程之后,用側(cè)邊切角器去除邊緣,以確保可靠的帶材移動(dòng)并允許在生產(chǎn)線下游的邊緣修整剪切移動(dòng)到連續(xù)帶中。材料切斷也可用于焊縫測(cè)試。
焊接設(shè)備的功能
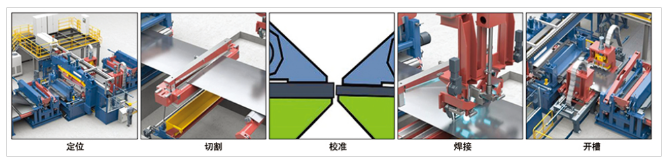
當(dāng)開(kāi)發(fā)焊接設(shè)備時(shí),主要目標(biāo)是設(shè)計(jì)緊湊,為其日后的翻新打下基礎(chǔ),并取代舊式的閃光對(duì)焊接機(jī)(圖3)。 以下內(nèi)容描述了該焊接設(shè)備的功能。
圖3. 焊接過(guò)程的原理展示:包括五個(gè)主要步驟。
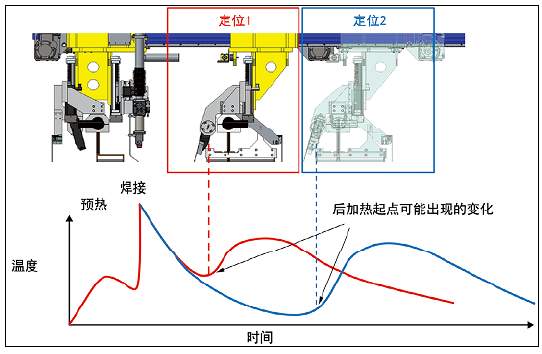
焊縫熱處理。該機(jī)器的一個(gè)主要優(yōu)勢(shì)是對(duì)焊縫進(jìn)行感應(yīng)預(yù)熱和焊后熱處理(圖4)。它允許對(duì)硬化的焊縫進(jìn)行單獨(dú)的退火處理。由于每種材料組合都不相同,潛在的材料組合范圍已經(jīng)顯著增加,感應(yīng)加熱器與接縫之間的距離以及功率都是不同的。這就意味著,對(duì)于每個(gè)接縫,處理時(shí)間和溫度都是以最合適的方式靈活調(diào)整的。
圖4. 能夠自由選擇起點(diǎn)和溫度的焊縫預(yù)熱和后熱系統(tǒng)。
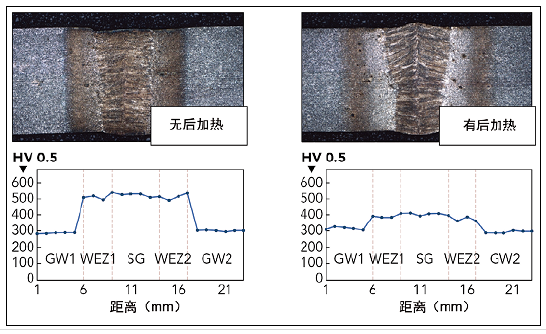
中頻感應(yīng)的高效率深度熱處理可以在最短的時(shí)間內(nèi)對(duì)材料進(jìn)行徹底的加熱,從而防止焊縫硬度的增加以及帶材斷裂的風(fēng)險(xiǎn)(圖5)。與傳統(tǒng)的系統(tǒng)相比,特殊的電感設(shè)計(jì)大大縮短了保留時(shí)間。 這樣一來(lái),不易焊接的材料也可以被焊接,如馬氏體或高碳/硅等級(jí)材種。
圖5. 通過(guò)后加熱降低的硬度曲線(右圖),改善了焊縫的延展性。
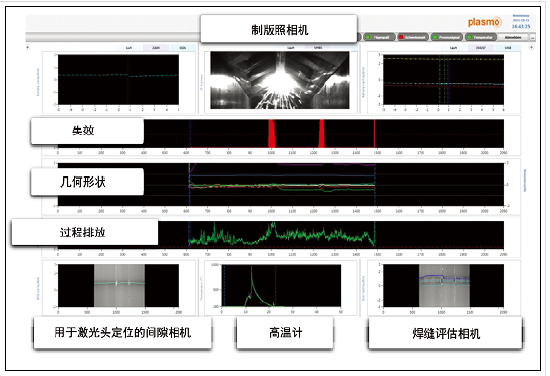
焊縫質(zhì)量要保證。通過(guò)一個(gè)集成、自動(dòng)化的焊縫質(zhì)量保障體系和兩臺(tái)相機(jī)來(lái)評(píng)估整個(gè)過(guò)程。 第一臺(tái)相機(jī)將焊頭固定在接頭的中間位置,第二臺(tái)相機(jī)檢查并評(píng)估焊縫的質(zhì)量。如果一切都通過(guò)檢查,系統(tǒng)會(huì)自動(dòng)批準(zhǔn)(圖6)。
圖6. 焊接設(shè)備的質(zhì)量保證體系可以實(shí)現(xiàn)焊接的自動(dòng)釋放。
焊接參數(shù)的計(jì)算。 焊接設(shè)備通過(guò)自動(dòng)更正焊接參數(shù)進(jìn)行調(diào)整。有了這款焊接系統(tǒng),新的材料配對(duì)無(wú)需進(jìn)行大量測(cè)試就可以焊接。它使用2級(jí)數(shù)據(jù)進(jìn)行鑄件和厚度分析,以計(jì)算出碳等量,并擁有一個(gè)具有適當(dāng)焊接參數(shù)的數(shù)據(jù)庫(kù)。
多虧了能夠自動(dòng)化計(jì)算每一種材料組合的焊接參數(shù),現(xiàn)在甚至可以焊接未知鋼種的鋼帶組合。能夠快速可靠地確定要焊接組合的正確的焊接參數(shù),而不必在焊接測(cè)試上花費(fèi)時(shí)間,也不必在數(shù)據(jù)庫(kù)中進(jìn)行冗長(zhǎng)的搜索。計(jì)算所需要的是兩條鋼帶的幾何條帶數(shù)據(jù)和鋼液的分析。 這些數(shù)據(jù)通常存儲(chǔ)在生產(chǎn)所用的計(jì)算機(jī)中,并可以傳送到焊接設(shè)備的計(jì)算機(jī)上。 因此,對(duì)生產(chǎn)工廠進(jìn)行焊接試驗(yàn)或焊接新的材料組合時(shí)出現(xiàn)的問(wèn)題都已經(jīng)成為了過(guò)去式。
生產(chǎn)周期短。該機(jī)器的另一個(gè)理想功能是其小于60秒的生產(chǎn)周期,這要?dú)w功于該流程的簡(jiǎn)化設(shè)計(jì)。由于所有運(yùn)動(dòng)的編碼器都可以安全快速地定位機(jī)器,因此大部分機(jī)器運(yùn)動(dòng)都是線性執(zhí)行的,并且可以控制位置。
機(jī)器頂部和底部刀盒在剪切機(jī)上的交換時(shí)間非常短,可以在20分鐘內(nèi)更換。這是因?yàn)樵摵附釉O(shè)備采用了智能化設(shè)計(jì),在機(jī)器內(nèi)部不需要額外的設(shè)備來(lái)實(shí)現(xiàn)這種快速更換程序。
可選擇的焊接源。由于焊接設(shè)備的模塊化設(shè)計(jì)以及焊縫制備和焊接工藝本身之間的分離,焊接源可以很容易地更換。通常可使用常規(guī)的CO2激光源或固態(tài)激光源。
對(duì)齊,精細(xì)切割和連接兩個(gè)帶材端部的焊縫準(zhǔn)備工作由獨(dú)立的機(jī)器模塊執(zhí)行。 隨后,焊接源沿著兩個(gè)帶材端部之間的接合處與焊接移動(dòng)單元一起移動(dòng)。這樣做,可以分別調(diào)整焊接源的位置和移動(dòng)速度。這為將來(lái)使用其他焊接源提供了重要條件。此外,可以結(jié)合使用各種焊接程序。
焊接設(shè)備的這種極其靈活的特性可以確保,例如,用于連接不銹鋼帶的混合激光束焊接,而無(wú)需進(jìn)行重大修改。
固體激光器
在之前的項(xiàng)目中,西馬克集團(tuán)安裝了12kW(TRUMPF提供)或8kW(Rofin-Sinar提供)的千瓦級(jí)CO2激光器。 對(duì)于這個(gè)最新的項(xiàng)目,公司將首次安裝固態(tài)激光器--10kW光纖激光器(IPG Photonics提供)。當(dāng)與傳統(tǒng)的CO2激光器相比時(shí),激光束在具有激光活性光纖的諧振器中產(chǎn)生。 由于其很高的電光轉(zhuǎn)換效率,以及待機(jī)模式幾乎沒(méi)有損耗功率,使得運(yùn)營(yíng)成本將下降到90%。
使用固態(tài)激光器,可以節(jié)省甚至避免產(chǎn)生工藝氣體(例如氦氣),并減少維護(hù)工作量。該系統(tǒng)的一個(gè)顯著特點(diǎn)是其簡(jiǎn)單的模塊化結(jié)構(gòu),這幾乎可以免去維護(hù)程序。 更重要的是,固態(tài)激光器設(shè)計(jì)緊湊,占地面積小,采用靈活的工藝激光光纖,使設(shè)備理念變得簡(jiǎn)單易行。
與具有穩(wěn)定工藝,尤其是可應(yīng)用于3mm以上的厚度等級(jí)的常規(guī)CO2激光光源相比,固態(tài)激光工藝更粗糙和更波動(dòng)。 由于不同的等離子體蒸汽羽流引起的飛濺現(xiàn)象是眾所周知的,因此采取了一些措施,以避免在厚度超過(guò)3mm的儀表上出現(xiàn)飛濺現(xiàn)象,從而使固態(tài)激光器的應(yīng)用適合于帶材加工過(guò)程。
安裝
位于阿拉斯加州奧西奧拉的大河鋼鐵公司Big River Steel,其新酸洗線/串聯(lián)軋機(jī)使用X-Pro激光焊接設(shè)備后,每年可焊接近150萬(wàn)噸的鋼帶(圖7)。 試運(yùn)行工作始于2016年。焊接過(guò)程結(jié)束后,包括焊接接頭在內(nèi)的材料不僅將被酸洗,而且還將在一個(gè)五機(jī)架四輥串聯(lián)軋機(jī)中進(jìn)行軋制。 這意味著1.4mm到5.0mm厚的鋼帶將被減少到0.27mm到1.4mm之間的最終尺寸。 即使是高硅鋼也會(huì)在這條生產(chǎn)線上生產(chǎn),并被焊接。
圖7. X-Pro 激光焊接設(shè)備集成在大河鋼鐵公司Big River Steel 的新酸洗線/串聯(lián)冷軋機(jī)中。
瑞典鋼鐵SSAB歐洲公司已經(jīng)向西馬克集團(tuán)發(fā)出了一份訂單,要求為其安裝在海門(mén)林納,芬蘭工廠的連續(xù)酸洗生產(chǎn)線的帶卷送進(jìn)段進(jìn)行現(xiàn)代化改造。這種現(xiàn)代化改造將大大提高生產(chǎn)線的可用性和產(chǎn)量,自動(dòng)化程度以及安全性。
隨著X-Pro光纖激光焊接設(shè)備和高性能張力矯直機(jī)的安裝,將有可能生產(chǎn)具有高合金含量的現(xiàn)代化高強(qiáng)度鋼種。 整個(gè)電氣和自動(dòng)化設(shè)備的改造將分兩個(gè)階段完成,預(yù)計(jì)將在2018年底完工。新設(shè)備將使生產(chǎn)線能夠處理屈服點(diǎn)高達(dá)900MPa的材料。 更高的產(chǎn)能和更低的運(yùn)營(yíng)成本將是進(jìn)一步的益處。
配備了固態(tài)激光器的X-Pro激光焊接機(jī)是該現(xiàn)代化改造的重要元素。 2015年,瑞典鋼鐵公司SSAB將自己生產(chǎn)的難焊接的高合金鋼板送到了西馬克集團(tuán),后者用配置了光纖激光源的機(jī)器將它們焊接在一起。
該生產(chǎn)線設(shè)計(jì)用于厚度在1.5mm到6.5mm之間,寬度介于650mm到1,650mm的鋼帶。 在加工部分,紊流酸洗槽中的鋼帶將以180m/min的速度進(jìn)行酸洗,而進(jìn)入部分可達(dá)到的最大帶鋼速度為400m/min。
當(dāng)涉及現(xiàn)代鋼種的靈活,經(jīng)濟(jì)和安全的焊接時(shí),帶材加工線正面臨著一些挑戰(zhàn)。 X-Pro激光焊接設(shè)備易于維護(hù),而且易于集成到現(xiàn)有生產(chǎn)線中,能夠生產(chǎn)出難焊的帶材。
該焊接設(shè)備提供了幾項(xiàng)有益的功能,包括專(zhuān)利的感應(yīng)熱處理,自動(dòng)參數(shù)計(jì)算,質(zhì)量保證系統(tǒng),低加工周期和可交換的激光源。一個(gè)特別的新功能是集成了現(xiàn)代化的固態(tài)焊接設(shè)備,由此降低了運(yùn)營(yíng)成本。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀















 關(guān)注我們
關(guān)注我們